
Зварка кузава аўтамабіля: як правільна зрабіць яе сваімі рукамі
Змест
Тэрмін службы сучасных аўтамабільных кузаваў доўгім не назавеш. У айчынных машын ён складае максімум гадоў дзесяць. Кузавы сучасных іншамарак жывуць крыху даўжэй гадоў пятнаццаць. Па заканчэнні гэтага тэрміна аўтаўладальнік непазбежна пачне заўважаць прыкметы разбурэння, з якімі трэба будзе нешта рабіць. Акрамя таго, кузаў можна пашкодзіць і падчас ДТЗ. Які б ні была прычына, выйсце амаль заўсёды адно: варыць. Калі вы ўпэўненыя ў сваіх сілах, можна паспрабаваць зрабіць зварку кузава аўтамабіля сваімі рукамі.
Змест
- 1 Віды і асаблівасці зварачных апаратаў
- 1.1 Зварка паўаўтаматам
- 1.2 Як вараць інвертарам
- 1.3 Дык які ж метад абраць?
- 2 Падрыхтоўка і праверка абсталявання
- 2.1 Падрыхтоўка да зваркі аўтамабільнага кузава паўаўтаматам
- 2.2 Што варта зрабіць перад тым, як пачаць інвертарную
- 3 Меры засцярогі пры зварачных працах
- 4 Працэс зваркі кузава аўтамабіля паўаўтаматам
- 4.1 Інструменты і матэрыялы для працы сваімі рукамі
- 4.2 Паслядоўнасць аперацый пры паўаўтаматычнай зварцы
- 4.3 Апрацоўка зварнога шва супраць карозіі
Віды і асаблівасці зварачных апаратаў
Выбар зварачнай тэхналогіі залежыць не столькі ад апарата і расходных матэрыялаў, колькі ад месца пашкоджання. Разбярэмся падрабязней.
Зварка паўаўтаматам
Пераважная большасць аўтаўладальнікаў і супрацоўнікаў аўтасэрвісаў аддаюць перавагу выкарыстоўваць менавіта паўаўтаматы. Галоўная прычына іх папулярнасці - зручнасць. Паўаўтаматам можна варыць нават самыя дробныя пашкоджанні, размешчаныя ў самых нязручных месцах аўтамабільнага кузава.
Тэхнічна гэтая тэхналогія амаль не адрозніваецца ад традыцыйнай зваркі: паўаўтамату таксама патрабуецца пераўтваральнік току. Розніца толькі ў расходных матэрыялах. Для гэтага тыпу зваркі патрэбныя не электроды, а адмысловы дрот з медным пакрыццём, дыяметр якой можа вар'іравацца ад 0.3 да 3 мм. А яшчэ паўаўтамату для працы неабходны вуглякіслы газ.
Медзь на дроце забяспечвае надзейны электрычны кантакт і працуе ў якасці зварачнага флюсу. А вуглякіслы газ, бесперапынна які падаецца на зварачную дугу, не дазваляе кіслароду з паветра ўступаць у рэакцыю са зварваным металам. У паўаўтамата ёсць тры важныя добрыя якасці:
- хуткасць падачы дроту ў паўаўтамаце можна рэгуляваць;
- швы, выкананыя паўаўтаматам, акуратныя і вельмі тонкія;
- выкарыстоўваць паўаўтамат можна і без вуглякіслага газу, але ў гэтым выпадку прыйдзецца выкарыстоўваць адмысловы зварачны дрот, усярэдзіне якой утрымоўваецца флюс.
Ёсць у паўаўтаматычным метадзе і мінусы:
- знайсці ў продажы вышэйпаказаныя электроды з флюс не так вось проста, ды і каштуюць яны як мінімум удвая даражэй звычайных;
- пры выкарыстанні вуглякіслага газу мала здабыць сам балон. Яшчэ запатрабуецца рэдуктар для паніжэння ціску, які трэба будзе вельмі сапраўды наладзіць, у адваротным выпадку пра якасныя швы можна забыцца.
Як вараць інвертарам
Калі сцісла, інвертар - гэта ўсё той жа зварачны апарат, толькі частата пераўтварэння току ў ім не 50 Гц, а 30-50 кгц. Дзякуючы падвышанай частаце інвертар мае некалькі добрых якасцяў:
- памеры инверторного зварачнага апарата вельмі кампактныя;
- інвертары неадчувальныя да паніжанай напругі сеткі;
- у інвертараў няма ніякіх праблем з распальваннем зварачнай дугі;
- карыстацца інвертарам можа нават зваршчык-навічок.
Зразумела, ёсць і мінусы:
- падчас зваркі выкарыстоўваюцца тоўстыя электроды дыяметрам 3-5 мм, а не дрот;
- пры инверторной зварцы краю зварванага металу вельмі моцна награваюцца, што можа стаць чыннікам тэрмічнай дэфармацыі;
- шво заўсёды атрымліваецца тоўшчы, чым пры зварцы паўаўтаматам.
Дык які ж метад абраць?
Агульная рэкамендацыя простая: калі плануецца варыць участак кузава, які знаходзіцца на ўвазе, а аўтаўладальнік пры гэтым не сціснуты ў сродках і мае пэўны досвед працы са зварачным апаратам, то паўаўтамат - аптымальны варыянт. А калі пашкоджанні са боку не бачныя (да прыкладу, папакутавала дно) і ўладальнік машыны слаба разбіраецца ў зварцы, то лепш варыць інвертарам. Нават калі пачатковец дапусціць памылку, яе кошт не будзе высокая.
Падрыхтоўка і праверка абсталявання
Незалежна ад таго, які метад зваркі быў абраны, неабходна правесці шэраг падрыхтоўчых аперацыяў.
Падрыхтоўка да зваркі аўтамабільнага кузава паўаўтаматам
- перад пачаткам працы зваршчык павінен пераканацца ў тым, што накіроўвалы канал у зварачнай гарэлцы адпавядае дыяметру выкарыстоўванага дрота;
- дыяметр дроту абавязкова варта ўлічваць і пры выбары зварачнага наканечніка;
- сопла апарата аглядаецца на прадмет металічных пырсак. Калі яны ёсць, іх неабходна выдаліць наждачнай паперай, у адваротным выпадку сопла хутка выйдзе са строю.
Што варта зрабіць перад тым, як пачаць інвертарную
- надзейнасць электродных мацаванняў старанна правяраецца;
- правяраецца цэласнасць ізаляцыі на кабелях, усіх злучэннях і на электратрымальніку;
- правяраецца надзейнасць мацаванняў асноўнага зварачнага кабеля.
Меры засцярогі пры зварачных працах
- усе зварачныя працы вырабляюцца толькі ў сухім спецвопратцы з негаручых матэрыялаў, у рукавіцах і ахоўнай масцы. Калі зварка вырабляецца ў памяшканні з металічнай падлогай, абавязковым з'яўляецца выкарыстанне або прагумаванага кілімка, або гумовых галёшаў;
- зварачны апарат, незалежна ад яго тыпу, заўсёды павінен быць заземлены;
- пры инверторной зварцы варта адмысловую ўвагу надаць якасці электрододержателя: добрыя электрододержатели вытрымоўваюць да 7000 заціскаў электродаў без пашкоджання ізаляцыі;
- незалежна ад тыпу зварачнага апарата на ім заўсёды павінны выкарыстоўвацца аўтаматычныя выключальнікі, якія самастойна разрываюць электрычны ланцуг пры ўзнікненні току халастога ходу;
- памяшканне, у якім вырабляецца зварка, павінна добра вентылявацца. Гэта дазволіць пазбегнуць навалы газаў, якія вылучаюцца падчас зварак і ўяўляюць адмысловую небяспеку для сістэмы дыхання чалавека.
Працэс зваркі кузава аўтамабіля паўаўтаматам
Першым чынам вызначымся з неабходным абсталяваннем.
Інструменты і матэрыялы для працы сваімі рукамі
- Паўаўтаматычны зварачны апарат BlueWeld 4.135.
- Дрот зварачны з медным пакрыццём, дыяметр 1 мм.
- Буйная наждачная папера.
- Рэдуктар для паніжэння ціску.
- Балон вуглякіслага газу ёмістасцю 20 л.
Паслядоўнасць аперацый пры паўаўтаматычнай зварцы
- перад пачаткам зваркі пашкоджаны ўчастак з дапамогай наждачнай паперы чысціцца ад усіх забруджванняў: іржы, грунтоўкі, фарбы, змазкі;
- якія зварваюцца ўчасткі металу шчыльна прыціскаюцца сябар да сябра (у выпадку неабходнасці дапушчаецца выкарыстанне розных заціскаў, часавых нітаў ці саморезов);
- далей варта ўважліва азнаёміцца з перадпакоем панэллю зварачнага апарата. Тамака размяшчаюцца: выключальнік, рэгулятар зварачнага току і рэгулятар хуткасці падачы дрота;

Размяшчэнне перамыкачоў на перадпакоі панэлі зварачнага апарата BlueWeld
- зараз да балона з вуглякіслым газам падлучаецца рэдуктар так, як паказана на фота;
Паніжальны рэдуктар падлучаецца да балона з вуглякіслым газам
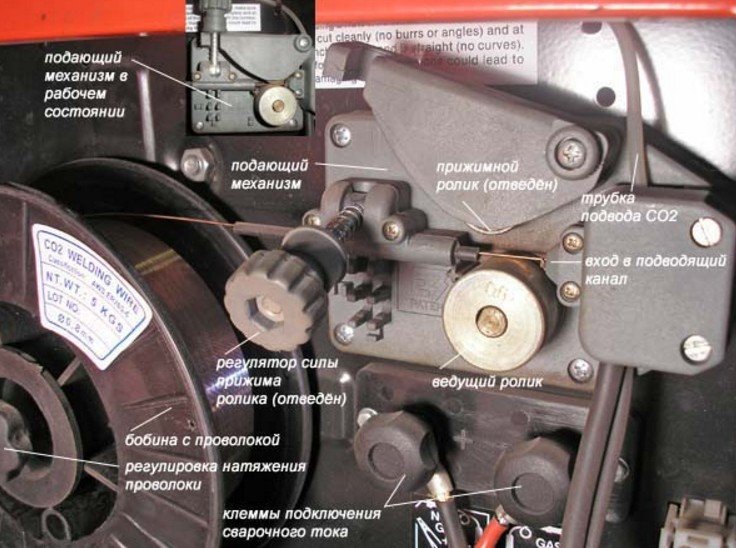
- бабіна са зварачным дротам замацоўваецца ў апараце, пасля чаго канец дроту заводзіцца ў які падае механізм;
Зварачны дрот заводзіцца ў які падае механізм
- сопла на гарэлцы адкручваецца пасатыжамі, дрот прасоўваецца ў адтуліну, пасля чаго сопла прыкручваецца зваротна;
Зняцце сопла са зварачнай гарэлкі
- пасля зараджання апарата дротам з дапамогай перамыкачоў на пярэдняй панэлі апарата выстаўляецца палярнасць току зваркі: плюс павінен быць на электрододержателе, а мінус на гарэлцы (гэта так званая прамая палярнасць, якую ставяць пры працы з медным дротам. Калі ж зварка вырабляецца звычайным дротам без меднага пакрыцця , то палярнасць неабходна памяняць);
- зараз апарат падключаецца да сеткі. Гарэлка з электрадатрымальнікам падносіцца да раней падрыхтаванага зварванага ўчастку. Пасля націску кнопкі на электрадатрымальніку распалены дрот пачынае высоўвацца з сопла, адначасова адчыняецца падача вуглякіслага газу;
Працэс зваркі аўтамабільнага кузава паўаўтаматычным апаратам
- калі зварное шво будзе доўгім, то зварка вырабляецца ў некалькі прыёмаў. Спачатку прыварваць участак «прихватывается» у некалькіх кропках. Затым робіцца 2-3 кароткіх шва па лініі злучэння. Яны павінны абараніць сябар ад сябра на 7–10 гл. Гэтым швам неабходна даць астыць на працягу 5 хвілін;
Некалькі кароткіх папярэдніх швоў
- і толькі пасля гэтага пакінутыя ўчасткі злучаюцца канчаткова.
Краі пашкоджанага кузава звараны канчаткова






Апрацоўка зварнога шва супраць карозіі
Па канчатку зварачных прац шво варта абараніць, інакш ён хутка разбурыцца. Магчымыя наступныя варыянты:
- калі шво знаходзіцца не навідавоку і ў лёгкадаступным месцы, то ён пакрываецца некалькімі пластамі аўтамабільнага шовного герметыка (падыдзе нават бюджэтны аднакампанентны варыянт, напрыклад Body 999 або Novol). У выпадку неабходнасці герметык разраўноўваецца шпатэлем і афарбоўваецца;
- калі зварное шво прыйшлося на ўнутраную цяжкадаступную паражніну, якую неабходна апрацаваць з унутранага боку, то выкарыстоўваюцца пнеўматычныя распыляльнікі кансервантаў. Яны складаюцца з пнеўматычнага кампрэсара, распыляльнага бачка для залівання кансерванта (такога, як Movil напрыклад) і доўгай пластыкавай трубкі, якая і заводзіцца ў апрацоўваную паражніну.
Такім чынам, зварыць пашкоджаны кузаў можна і самастойна. Нават калі ў пачаткоўца зусім няма досведу, хвалявацца не варта: заўсёды можна спачатку патрэніравацца на кавалках металалому. А асаблівую ўвагу трэба ўдзяліць не толькі сродкам індывідуальнай абароны, але і сродкам супрацьпажарнай бяспекі. Вогнетушыцель у пачаткоўца зваршчыка заўсёды павінен быць пад рукой.
3 каментара
Сайед
Якое дачыненне маюць гэтыя непрыстойныя здымкі да аўтамабіля і тэме артыкула?
Выдаліце гэта, сорамна
Ананім
Што гэта за іншыя здымкі, калі ласка, не публікуйце іх
Мамад
Яны вельмі добрыя і асвяжальныя